Применение приводной техники Lenze в намоточных и печатных машинах

Большинство ленточных материалов хранятся в катушках, затем разматываются для обработки и снова наматываются обратно на катушку в конце процесса обработки. Между размоточным и намоточным механизмами расположены синхронизированные привода, обеспечивающие возможность обработки перематываемого материала.
Типовые применения электроприводов намотки включают:
- намоточные устройства для тканей, пленок, бумаги и листового металла;
- печатные машины;
- упаковочные машины;
- машины непрерывной обработки и процессов очистки.
Материал перематывается с постоянной круговой (линейной) скоростью, которая устанавливается с помощью разматывающих механизмов в соответствии с направлением вращения. При этом растягивающее усилие, действующее на материал, поддерживается постоянным или изменяется в соответствии с диаметром. За управление усилием натяжения отвечает электропривод наматывающего механизма. Для контроля натяжения перематываемого материала зачастую используется специальный датчик (танцующий потенциометр).

В случае применения датчика натяжения обеспечивается широкий диапазон регулирования скорости перемотки и высокая точность стабилизации натяжения. Такой подход используется для перемотки бумаги, пленки и других материалов, где колебания натяжения могут привести к обрыву ленты и простою оборудования. Недостатком такого подхода является усложнение механической части системы (установка танцующего потенциометра) и трудности в настройке системы натяжения. Сам преобразователь переводится в режим управления скорости с коррекцией задания по положению танцующего потенциометра, при этом не требуется компенсация трения наматываемого материала или изменения момента инерции нагрузки.
При другом подходе преобразователь частоты переводится в режим контроля натяжения. В этом случае не требуется дополнительных механических устройств, в частности танцующего потенциометра. Преобразователь частоты работает в режиме регулирования скорости с ограничением момента, при этом соотношение моментов инерции двигателя и нагрузки не влияют на качество поддержания момента.
Величина натяжения определяется путем установки предела по моменту, поэтому требуется дополнительная компенсация трения материала для исключения эффекта «телескопа». Этот эффект заключается в том, что при больших диаметрах намотки сила натяжения должна уменьшаться, начиная с определенного диаметра обратно пропорционально диаметру рулона. Также должна учитываться и сила трения в подшипниках мотора, редуктора, валков, которая пропорциональна скорости намотки. Без учета силы трения при требуемом моменте в 2-5% от номинального двигатель может просто не вращаться. Это приводит к увеличению времени намотки и падению производительности системы в целом.

Отличным решением реализации задач перемотки бумаги, как с танцующим потенциометром, так и без него, является применение сервосистем электропривода на базе серводвигателей и преобразователей LENZE 9300 Vector и 9400 Servo. Такие сервосистемы широко используются в промышленности и отличаются тем, что позволяют решать сложные приводные задачи без дополнительных логических устройств и программируемых логических контроллеров. Это свойство обеспечивается за счет наличия большого количества функциональных блоков, а также широкого диапазона регулирования момента электродвигателя (D=50). В то же время зачастую эти системы недешевы и их применение экономически неоправданно.
В установках, спроектированных для перемотки материалов с высокой плотностью и постоянной скоростью, например при намотке линолеума, высокие требования к динамической точности не предъявляются. В таком случае для поддержания натяжения перематываемого материала достаточно использовать общепромышленный асинхронный электродвигатель с преобразователем частоты, работающем в режиме прямого управления моментом (ESV, 8400 Vector Stateline). Это значительно упрощает механическую часть системы (не требуется установка датчиков технологического параметра и скорости вращения электродвигателя) и сводит к минимуму сложность настройки привода, так как система регулирования момента электродвигателя является разомкнутой.
При использовании преобразователей частоты серии ESV задание по моменту задается с помощью потенциометра, подключаемого к аналоговому входу. Относительным недостатком применения ESV является то, что ограничение по скорости при реализации моментного режима осуществляется только с лицевой панели преобразователя. Следует помнить, что для реализации моментного режима управления, необходимо провести автоматическую идентификацию параметров двигателя. Без правильного ввода паспортных данных двигателя в преобразователь корректная работа в моментном режиме невозможна.
При использовании 8400 Vector Stateline возможна реализация стабилизация натяжения с помощью танцующего потенциометра. Возможность конфигурирования канала прохождения сигналов позволяет суммировать уставку по скорости и сигнала коррекции по положению датчика. Задание по скорости вращения может передаваться по последовательному интерфейсу, например CAN с синхронизирующих приводов либо привода размотки, а сигнал коррекции от датчика поступает на аналоговый вход -10..+10В.
Конфигурация сигнала задания наглядно представлена в окне программного обеспечения для конфигурирования ПЧ L-force Engineer:
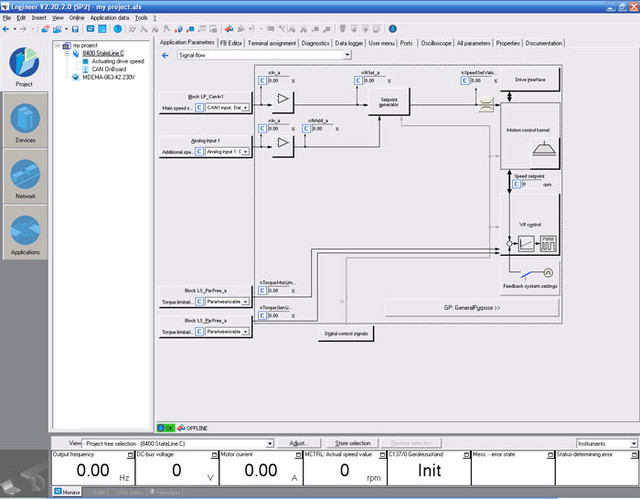
Само конфигурирование преобразователя требует изменения минимального числа параметров:
| № параметра | Описание | Значение | Примечание |
| С00007 | Режим управления | 30 | Управление по CAN |
| С00190 | Формирование уставки | 1 | Nout=Set+Add |
В случае применения более функциональных преобразователей частоты 8400 Vector Highline и 8400 Vector Topline в режиме управления моментом ограничение по скорости может быть реализовано с помощью второго потенциометра, подключаемого ко второму аналоговому входу по напряжению. Также важным преимуществом использования 8400 Vector Highline и 8400 Vector Topline является возможность подключения асинхронных электродвигателей с датчиками обратной связи по скорости, при этом качество намотки становится сравнимым с установками, в которых применяются сервосистемы электропривода. В 8400 Vector Topline возможно подключение и синхронных двигателей с постоянными магнитами с датчиками абсолютного положения ротора, что позволяет реализовать систему «электронный вал» для синхронизированных электроприводов установки с помощью частотного задания по скорости.
Также второй аналоговый вход может быть использован для коррекции сигнала натяжения в системе электропривода с танцующим потенциометром. При этом, на первый аналоговый вход будет подаваться сигнал коррекции по положению потенциометра. Окно конфигурации прохождения сигнала имеет вид:

Значение дополнительной уставки, то есть коррекции сигнала основной уставки определяется выходом блока Arithmetics, работающего по формуле:

где nIn1_a, nIn2_a – входы, на которые подаются сигналы с AIN1 и AIN2.
При необходимости коррекции сигнала по скорости, в зависимости от диаметра барабана при невозможности установки датчика радиуса, может быть использован функциональный блок вычисления L_CalcDiameter:

Важно отметить, что для корректной работы этого блока необходимо прямое измерение линейной скорости движения ленты, а также угловой скорости вращения намоточного барабана.
В целом применение преобразователей частоты Lenze позволяет снизить загрузку контроллера управления процессом перемотки, повысить качество перемотки и простоту эксплуатации.



